Hi! Welcome to Omeel Coils!
Welcome Guest...
we typically reply within minutes
we typically reply within minutes



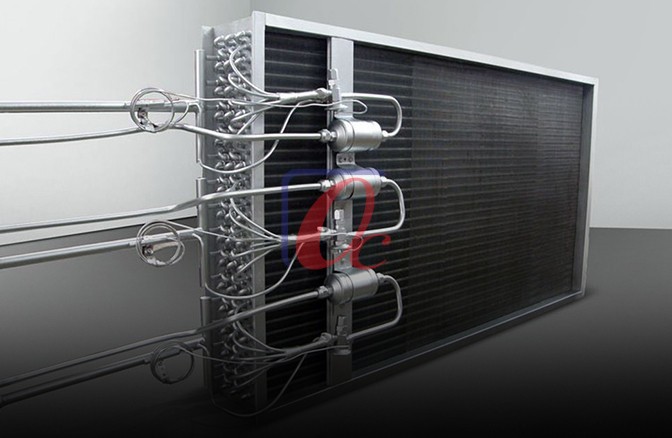
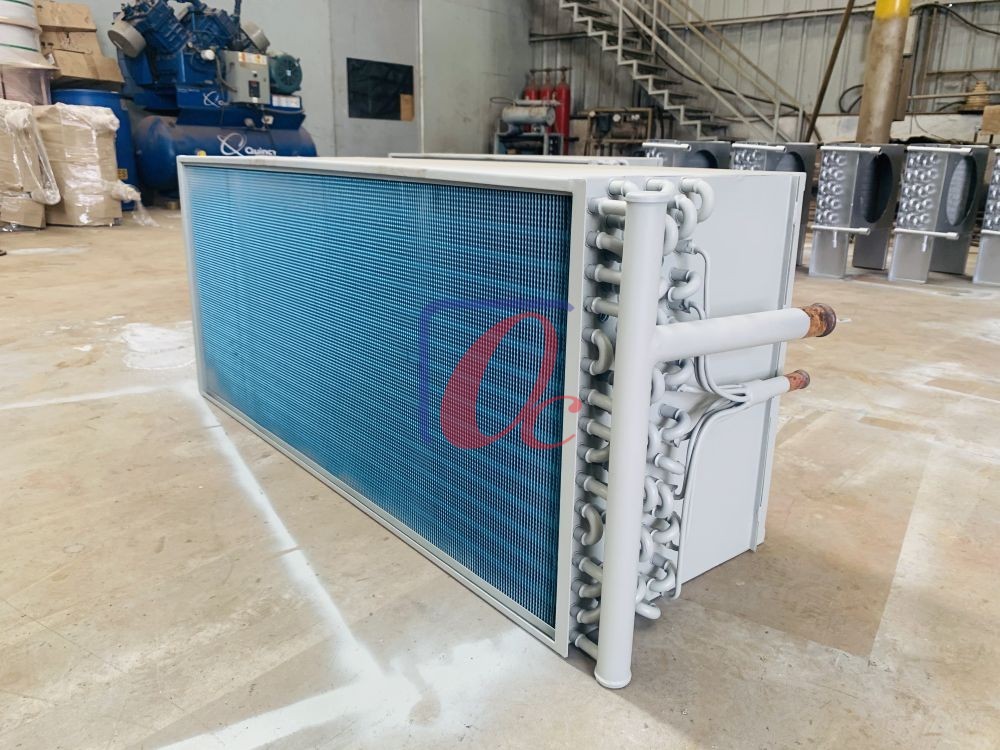
The core component of our air heat exchangers is the finned coil, which serves as the "heart" of the system. This finned coil is constructed using a circuit of interconnected tube serpentines and hydrophilic anti-corrosive coated fins. The purpose of this design is to maximize the heat exchanging surface area, allowing for efficient heat transfer between the air and the fluid within the tubes.



Efficient Heat Transfer
Customizable Options
Energy Efficiency
Durable Construction
Compact Design
Corrosion Resistance
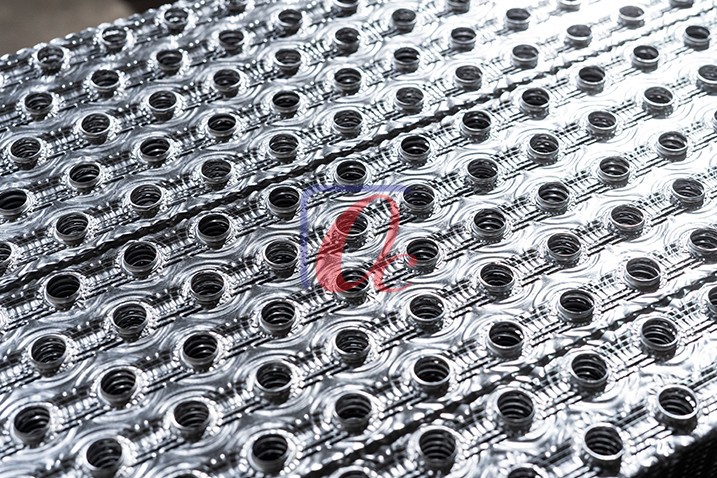
Fins

Tube

Top/Bottom Tray

Tube Sheets

Header
|
Tube Diameter |
3/8”, 1/2” And 5/8” |
|
Tube Material |
Copper, Stainless Steel, Mild Steel, Carbon Steel |
|
Fin Thickness |
0.1 mm to 0.3 mm |
|
Fin Material |
Aluminum, Bare Aluminum, Hydrophilic Blue Aluminum, Chemical Coated Aluminum, Stainless Steel, Copper, Carbon Steel |
|
Casing Material |
Galvanized Iron, Stainless Steel, Aluminum, Copper, Mild Steel |
|
Head |
Galvanized Iron, Stainless Steel, Copper, Mild Steel, Mild Steel |
|
Finish |
Silver, Heresite Coating, Special Chemical Coating, Epoxy Paint |
|
Brazing And welding |
Yes |
|
Hydraulic Pneumatic Test And |
Yes |





We specialize in the design and manufacturing of fin and tube chilled water coil heat exchangers. These heat exchangers feature a unique configuration where tubes are inserted into fins, enabling efficient heat transfer and optimal cooling performance in various HVAC and refrigeration applications.
Application
HVAC Sectors: In the HVAC industry, our evaporator coils are a fundamental component of air handling units. They are responsible for both cooling and heating, ensuring that the air circulated into buildings is maintained at the desired temperature.
Power Generation and Utilities: Evaporator coils find application in power plants and utility facilities to regulate the temperature of the air used for cooling electrical equipment and control room environments, ensuring efficient operation.
Chemical and Petrochemical Industries: In chemical and petrochemical plants, evaporator coils are used to control the temperature and humidity of the air within controlled environments, especially in laboratories and production areas.
Food and Beverage Processing: These coils are essential in food and beverage processing facilities, helping to maintain specific temperature and humidity levels for various processes, such as fermentation, drying, and cooling.
Pharmaceuticals and Healthcare: In pharmaceutical and healthcare settings, AHU coils are used in cleanrooms, laboratories, and patient care areas to provide precise temperature and humidity control for research, manufacturing, and patient comfort.
Textile Industry: The textile industry uses AHU coils to control the temperature and humidity levels during various processes, including dyeing, finishing, and fabric testing.
Capacity of Evaporator coils 3 KW to 2000 Kw
For Water
Max temperature 10 degree Celsius
Min temperature -05 degree Celsius
For Brian
0 degree Celsius to -20 degree Celsius
Flow Rate 10 LPM to 2500 LPm








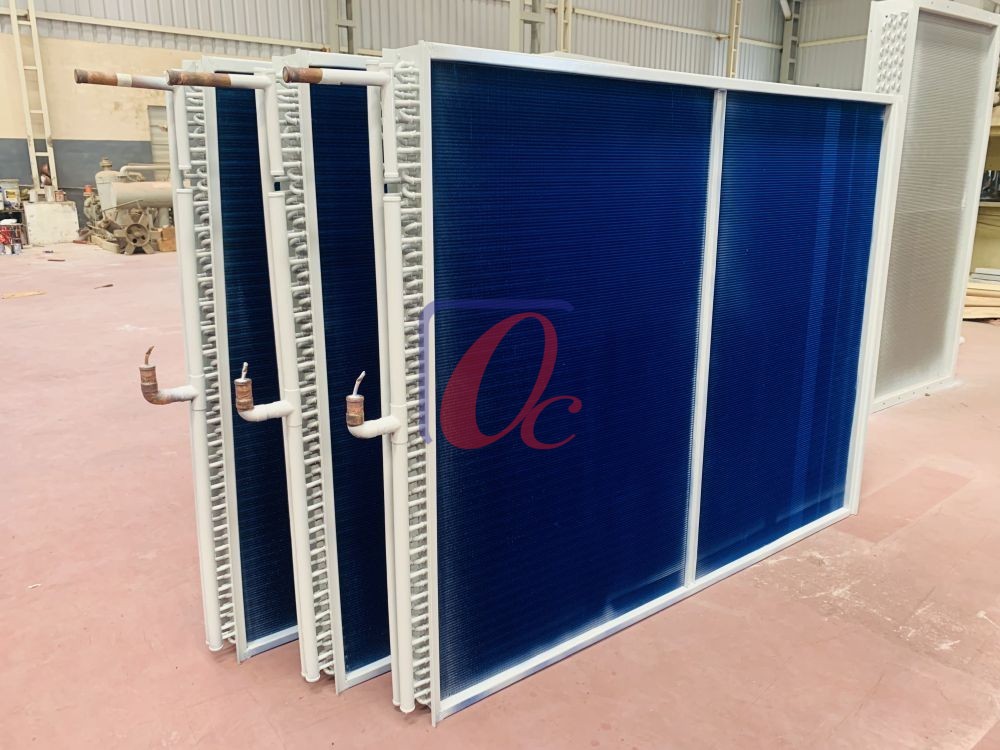


We manufacture high-quality fin and tube condenser coils that are engineered for performance and durability. Our coils are designed to meet the specific requirements of our clients, ensuring optimal heat transfer efficiency and reliable operation. With our expertise in coil manufacturing, we deliver products that meet the highest standards of quality and performance.
Application Of Condenser Coils
Air conditioning systems
Refrigeration units
Heat pumps
Power Generation and Utilities:
Power plant cooling systems
Steam condensers
Chemical and Petrochemical Industries:
Chemical processing equipment
Petrochemical refining processes
Cooling and refrigeration in food storage and processing
Beverage production and storage
Pharmaceuticals and Healthcare:
Sterilization processes
Controlled temperature storage
Cooling systems for metalworking machinery
Heat recovery in metal processing
Heat exchange in heavy equipment manufacturing
Industrial cooling for machinery and equipment
Cooling in textile machinery
Dyeing and finishing process
Capacity Of Condenser Coils
3 KW to 2000 KW
Refrigerant temperature
Max Temp 120 degree Celsius
Min Temp 30 degree Celsius
Ambiant Temp
Min Temp -10 degree Celsius
Max Temp 75 degree Celsius



Our DX (Direct Expansion) coils are specialized heat exchangers designed for cooling applications in HVAC systems that utilize direct expansion refrigeration. These coils play a crucial role in transferring heat from the air to the refrigerant, allowing for effective cooling and temperature control within a space.
Application
HVAC : Fin and tube DX coils are commonly used in air conditioning systems for cooling air. They help remove heat from indoor spaces, maintaining a comfortable temperature.
Power Generation and Utilities: These coils are employed in power plants for cooling and heat exchange processes, playing a crucial role in maintaining the efficiency of turbines and other equipment.
Chemical and Petrochemical Industries: chemical processing and refineries, fin and tube DX coils assist in cooling and condensing various chemical substances, ensuring safe and efficient operations.
Food and Beverage Processing: refrigeration and cooling applications in food processing facilities, keeping perishable products fresh and maintaining hygiene standards.
Pharmaceuticals and Healthcare: maintain controlled environments and store sensitive materials at specific temperatures.
Metal Industry: cooling and tempering, to control temperatures and ensure the quality of the final product.
Heavy Engineering Industries: control temperature in various processes, such as heat treatment and welding.
Textile Industry: maintain the right humidity and temperature levels in textile manufacturing, which is crucial for consistent product quality.
Capacity of Dx coils 3 KW to 2000 Kw
Max temperature 10 degree Celsius
Min temperature -60 degree Celsius





Our hot water and steam coils are specialized heat exchangers designed to transfer heat from hot water or steam to the surrounding air. These coils are commonly used in HVAC systems, industrial processes, and other applications where heating is required.
Application
Used in air handling units to heat or cool air as it circulates through the HVAC system.
Power Generation and Utilities
Utilized in power plant systems for temperature control, particularly in heat exchangers and condensers.
Chemical and Petrochemical Industries
Employed in chemical processes for precise temperature control, such as in reactors and distillation columns.
Used in food and beverage production for tasks like pasteurization and sterilization, as well as in industrial kitchen appliances.
Pharmaceuticals and Healthcare
Applied in pharmaceutical manufacturing for processes like sterilization, drying, and precise temperature control in research and development.
Utilized for various metal processing applications, including annealing, quenching, and temperature control inmetal working machinery.
Used for heating in textile dyeing and drying processes to ensure consistent and controlled temperature
Capacity
3 Kw to 2000 Kw
Temperature 50 Degree Celsius to 140 Degree Celsius







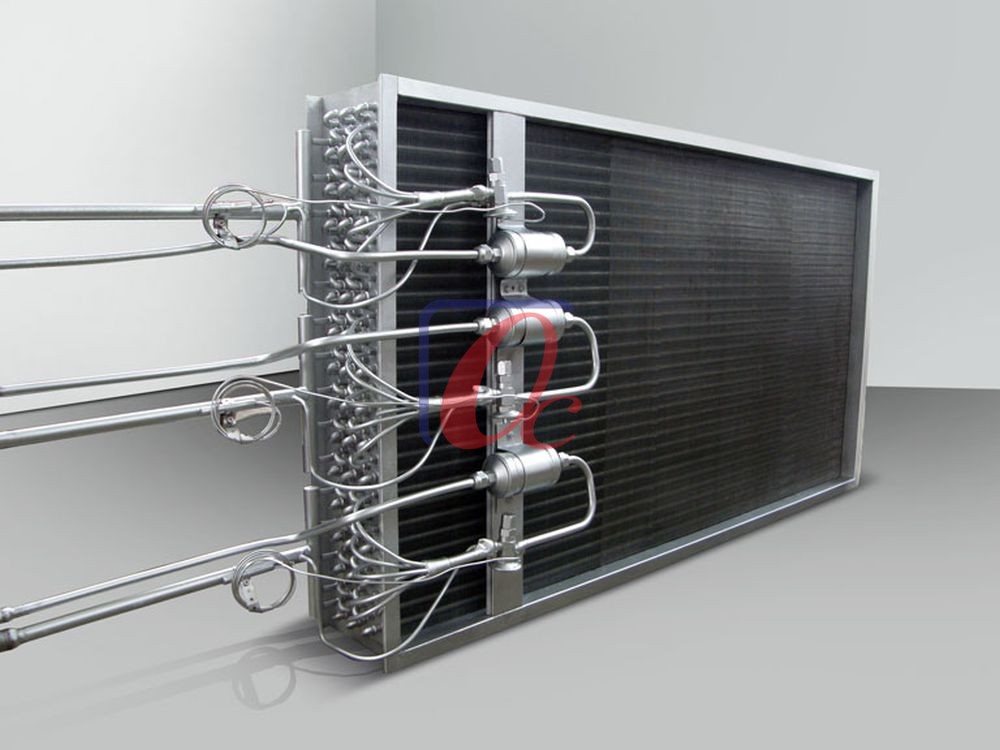
Our stainless steel (SS) jacket type fin and tube coils are a specialized type of heat exchanger designed for optimal heat transfer in demanding applications. These coils consist of a series of tubes with aluminum fins attached to them, encased within a stainless steel jacket. The jacket serves as a protective layer, providing durability and corrosion resistance.
Used in air conditioning systems for efficient heat exchange.
Applied in heating systems to regulate temperature.
Power Generation and Utilities:
Employed in power plant condensers and heat exchangers for cooling and heating applications.
Capacity 3 Kw to 2000 Kw
Temperature 50 Degree Celsius to 140 Degree Celsius




Our Finned tube heat exchangers generally use air to cool or heat fluids such as air, water, oil or gas, or it can be used to capture or recover waste heat. Our heat exchangers can used in a broad range of industries including oil & gas, power generation, marine and HVAC&R.
Our Finned tube heat exchangers are often used in circumstances where air is the preferred medium for the cooling or heating, particularly where there is limited or poor quality water.
In Our finned tube heat exchanger, heat is exchanged between a thermally efficient fluid that transports heat efficiently, such as a liquid which has some viscosity, and a fluid that does not, such as air or gas with little density. On the air side, the tube surface is enhanced by the addition of fins or other elements such as looped wires, designed to increase the surface area of the tube and improve its thermal performance.
Fins can range in height (high-fin to low-fin) 11 mm to 39 mm and the fins can be either pressure connected to the outer surface of the tube or formed into the tube surface.
Depending on the intended duty and the environment in which customers has to operate, We can be manufactured in numerous designs and incorporate a combination of differing materials for both the tubes and the fins (for tube SA179, Cupronickel And Stainless Steel) And For tube (Stainless Steel , CRCA, Aluminium and Copper). The types and combinations of tubes and fins is significant.
Applications Finned tube heat exchangers
diesel charge air coolers
oil coolers
hydrogen coolers
waste heat recovery
driers
air conditioning
air heaters
steam condensers
generator coolers
Capacity 5 Kw to 7000 kw
Temperature
Min temperature -30 degree Celsius
Max temperature 70 degree Celsius
To achieve optimal performance, we carefully consider and adjust key design variables such as the materials used for the coils, the geometry of the coil circuit, and the casing design. These variables can be customized and tailored to specific project requirements, making our air heat exchangers highly versatile in terms of their applications across various industries.